Расточка и наплавка отверстий
Мы работаем 24/7 по всем округам Москвы и Московской области


Мы работаем 24/7 по всем округам Москвы и Московской области




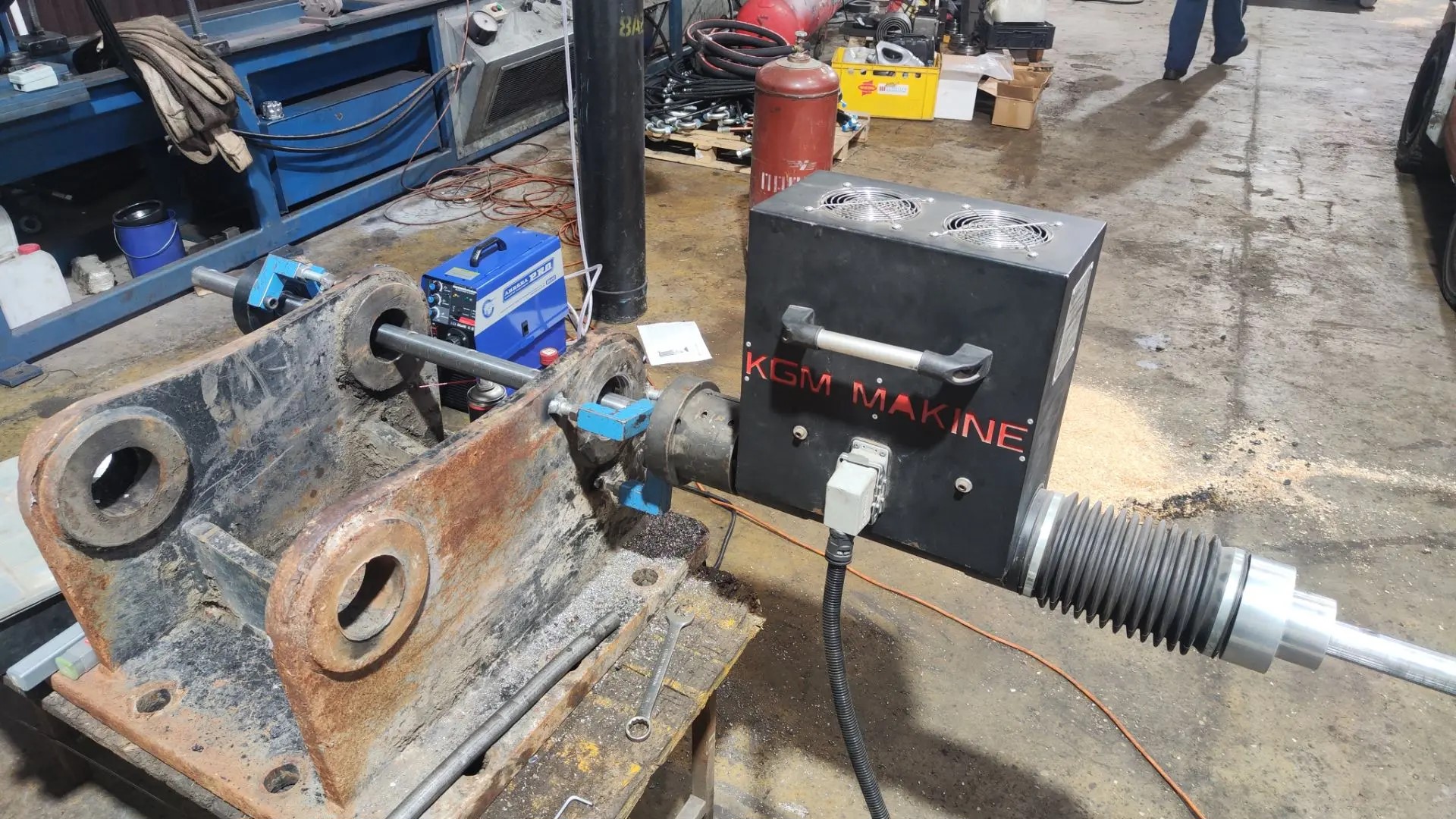
В процессе работы спецтехники основные нагрузки приходятся на подвижные соединения. Со временем посадочные места пальцев и втулок изнашиваются, отверстия теряют правильную геометрию, увеличиваются зазоры и появляется люфт. Компания «Гидростроймаш» выполняет восстановление узлов методом наплавки с последующей расточкой. Технология позволяет восстановить номинальные размеры без замены базовой детали.
Расточка и наплавка используются, когда технологические отверстия деформировались или износились в процессе работы, но сама деталь сохраняет достаточную прочность для дальнейшей эксплуатации.
Обычно это требуется в следующих ситуациях:
При появлении первых признаков люфта, когда в работе навесного оборудования слышен стук, вибрация или падение точности движений.
При плановой замене расходников. Если при установке новых узлов обнаруживается, что они «гуляют» в посадочном гнезде.
Внеплановый ремонт из-за заклинивания подшипника или прокручивания втулки, когда внутреннюю поверхность посадочного места задрало или провернуло.
Для ремонта редкой, старой или импортной спецтехники, оригинальные запчасти для которой приходится ждать месяцами или их стоимость завышена.
Слишком большой люфт между деталями запускает цепную реакцию. Вибрация быстро разбивает соседние сочленения и гидроцилиндры. Точечный ремонт отверстий эффективно решает эту проблему и защищает всю кинематику машины.
На первом этапе выполняется дефектовка узла. Определяется характер износа, смещение оси, неравномерная выработка, наличие задиров или локальных разрушений металла. Также оценивается остаточная толщина стенок и общее состояние проушины или кронштейна, чтобы исключить риск дальнейшей деформации при восстановлении.
После диагностики проводится подготовка зоны ремонта. Поверхность очищается до чистого металла, удаляются следы загрязнений, смазки и окислов. При необходимости выполняется предварительная механическая обработка для снятия усталостного слоя и формирования базы под наплавку.
Далее следует наплавка металла. Процесс ведется послойно, чтобы избежать перегрева и деформации детали. Основная задача этапа — сформировать технологический припуск, достаточный для последующей точной обработки. В зависимости от степени износа может применяться несколько проходов с промежуточным контролем геометрии.
После охлаждения заготовки выполняется расточка. Обработка проводится на специализированных расточных станках. В процессе ремонта восстанавливается не только диаметр отверстия, но и контролируется правильная соосность в парных или сопряженных элементах конструкции.
Финальная стадия включает контроль размеров, проверку посадки пальца или втулки и оценку геометрии восстановленного узла.
Свяжитесь с нами по телефону или через форму обратной связи на сайте. Наши консультанты зададут несколько уточняющих вопросов и сориентируют по примерной стоимости и срокам изготовления.
Если, помимо износа отверстий, есть другие неисправности, мы также можем взять их в работу в рамках одного ремонта. Это позволит сократить время простоя и выполнить восстановление техники комплексно, без повторных простоев оборудования.

РВД / ГУР / АВД / АКПП